4News -> Company
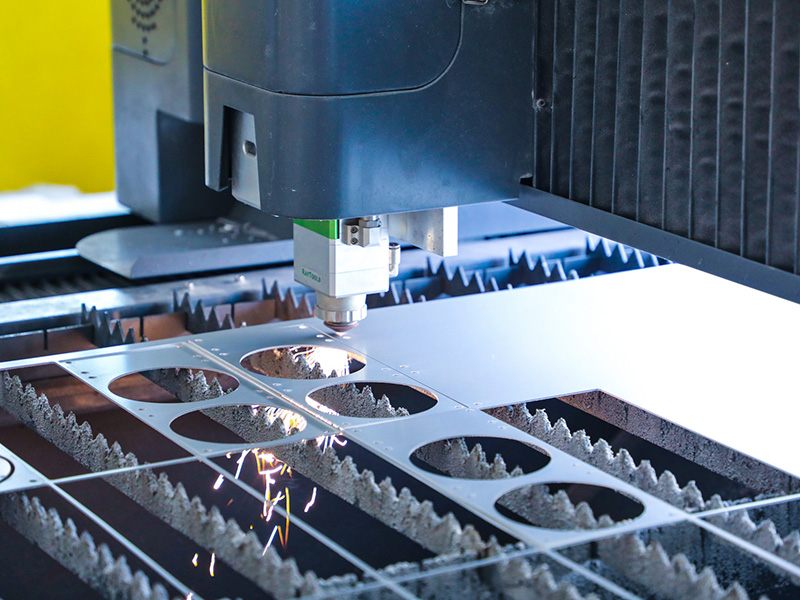
High energy laser fiber laser cutting machine uses the energy released when the laser beam irradiates the workpiece surface to melt and evaporate the workpiece, so as to achieve the purpose of cutting and engraving. There is no need for mold opening and cutting tools, which has no stress effect on the product. It has the characteristics of high precision, fast cutting speed, not limited by cutting patterns, automatic typesetting, material saving, smooth cutting and low processing cost. It is especially suitable for sheet metal processing industries such as stainless steel and carbon steel.
Laser cutting is the use of focused high-power density laser beam to irradiate the workpiece, so that the irradiated material can quickly melt, vaporize, ablate or reach the ignition point. At the same time, the molten material is blown away by a high-speed airflow coaxial with the beam, thereby cutting the workpiece. Laser cutting is one of the thermal cutting methods.
Laser cutting uses high-power density laser beam to scan the material surface, heat the material to thousands to tens of thousands of degrees Celsius in a very short time, melt or vaporize the material, and then blow the melted or vaporized material away from the slit with high-pressure gas, so as to achieve the purpose of cutting the material. In laser cutting, because the invisible beam replaces the traditional mechanical knife, the mechanical part of the laser knife head has no contact with the workpiece and will not scratch the working surface when working; The laser cutting speed is fast, the incision is smooth and flat, and there is generally no need for subsequent processing; Small cutting heat affected zone, small plate deformation and narrow cutting gap (0.1mm ~ 0.3mm); The notch shall be free of mechanical stress and shear burr; High machining precision, good repeatability and no damage to the material surface; NC programming can process any scheme, large width cutting the whole board, saving time and economy.
Laser cutting is mainly CO2 laser cutting. The CO2 laser beam is focused on the material surface with a focusing lens to melt the material, and the molten material is blown away with the compressed gas coaxial with the laser beam to make the laser beam and the material move relatively along a certain track, so as to form a slit of a certain shape. Compared with other methods, CO2 laser cutting technology has obvious advantages:
1) Good laser cutting quality. The width of the notch is narrow (generally 0.10.5mm), the accuracy is high (generally the error of hole center distance is 0.10.4mm, and the error of contour dimension is 0.10.5mm), the surface roughness of the notch is good (generally RA is 12.525m), and the notch can be welded without further processing.
2) Laser cutting speed is fast. For example, the cutting speed of 8mm thick carbon steel under 2kW laser power is 1.6m/min; The cutting speed of 2mm thick stainless steel is 3.5m/min, the heat affected zone is small and the deformation is very small.
3) Clean, safe and pollution-free. The working environment of operators is greatly improved. Of course, in terms of accuracy and notch surface roughness, CO2 laser cutting cannot surpass EDM. In terms of cutting thickness, it is difficult to reach the level of flame and plasma cutting.
Several key technologies of CO2 laser cutting:
1、 Focus position control technology. The smaller the focal depth of the focusing lens, the smaller the focal spot diameter. Therefore, it is very important to control the position of the focus relative to the surface of the material to be cut.
2、 It's cutting and punching technology. Any kind of thermal cutting process, except for a few cases, can start from the edge of the plate. Generally, a small hole needs to be made on the plate. Before that, the punch was used to punch holes on the laser stamping compound machine, and then the laser was used to cut the holes.
Third, nozzle design and air flow control technology. When cutting steel with a laser, oxygen and a focused laser beam are emitted onto the material to be cut through the nozzle to form an air flow. The basic requirement of air flow is that the air flow into the incision should be large and the speed should be high, so that sufficient oxidation can make the incision material fully conduct exothermic reaction; At the same time, there is enough momentum to blow out the molten material. There are many kinds of laser cutting processes, among which melting cutting is to make the power density of the incident laser beam exceed a certain value, so that the material inside the beam irradiation point begins to evaporate and form holes; Vaporization cutting uses high power density laser beam to avoid melting caused by heat conduction and make some materials evaporate into steam and disappear; Oxidation melting cutting means that the material is ignited under laser irradiation
 186-8896-2816
186-8896-2816



